品质的保证7.1 折射率及阿贝数
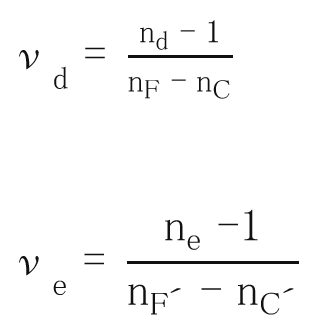
折射率及阿贝数
折射率及阿贝数为数个熔炼批次的代表值。出货的熔炼批次的值与此代表值
一般会在以下的公差内。
【研磨鏡片用光学玻璃】
nd : ±30×10-5
νd : ±0.5%(保証至有效位数)
如果有特别需求,还可以对应 nd : ±20×10-5、νd : ±0.3%的公差(保証至有效位数)。
但,有些材质可能无法对应,请随时咨询。
通常产品出货时,均添附C、d、F、g的各光谱线的小数点后5位(有效数字按6位)
数的折射率、和由折射率算出的小数点后2位数的νd 标准测定值。
如果有特殊规格需要上述以外的光学参数规格时,欢迎随时咨询。
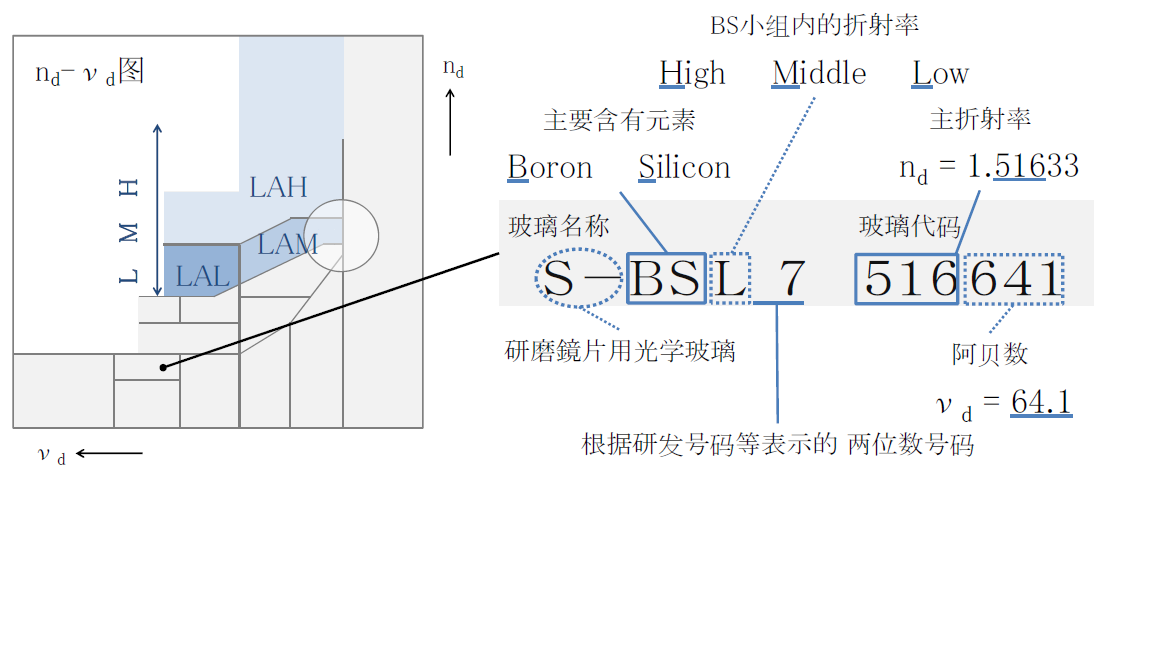
例)S-BSL7
nd : 1.51633±0.00030
νd : 64.14±0.33
【模压玻璃镜片用光学玻璃】
RC値 : 标准RC値±30(原材料管理値)
νd : ±0.5%(保証至有效位数)
通常产品出货时、经敝司标准退火(-600℃/day)处理的材料的折射率管理値
⊿nd 作为RC値的材料制造番号、且添加了经制品目录退火(-200℃/day)处
理后以小数点后2位表示的νd测定値。
例)L-BSL7
RC値 : -30±30
νd : 64.06±0.33
标准测定的精确度,折射率为±3×10-5、色散率为±2×10-5。
本公司可根据客户的要求,将精密测定精度提高到折射率±1×10-5、色散率±3×10-6。
此外,也能提供高精度的超精密测定或产品目录的数据表上没有记
载的光谱线的测定,欢迎随时咨询。
品质的保证7.2光学的均匀性
光学的均匀性
使用于非常高精度镜片中的各个玻璃、每一片折射率的变化有时要控制于极小的范围内。对于这些用途的玻璃,本公司在各制造工序中进行了特殊管理,将各个玻璃中的折射率变动极力控制于最低,能够提供具备高均匀性的玻璃产品。
根据ISO 17411标准,对于平行平面的玻璃,使用位相测量干涉仪测量样品的透射波前,并通过计算机分析计算屈折率波动范围的PV值(不包括屈折率的线性变化成分),以确保其均匀性。当PV值(Range)在4×10⁻⁵以内且需保证具体数值时,可根据客户要求对每个产品进行实测,并确保精度达到10⁻⁶级。
〔注〕一般规格的玻璃,由于玻璃种类、尺寸、形状等原因PV値有时会超过4×10-5。
品质的保证7.3 应力双折射
应力双折射
由于残留的内应力产生应力双折射时、应力双折射使玻璃产生双折射效应。
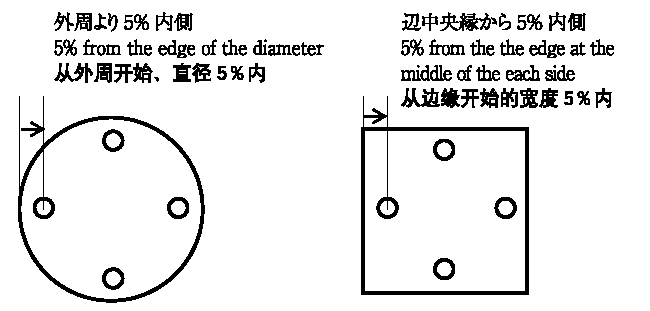
应力双折射量以双折射产生的光程差表示,其单位为nm/cm。需要更详细的
应力双折射量数据时,直方体玻璃时则需测定各边的中央、从边缘开始的宽度
5%内的4处;圆柱玻璃时则需测定从外周开始、直径5%内的4处,根据表11给
数据最大值编等级。此外、测量直方体及圆柱以外的特殊形状时,需要分别确定测定点。
表11
| 等级 |
1 |
2 |
3 |
4 |
| 应力双折射量(nm/cm) |
<5 |
≧5 <10 |
≧10 <20 |
≧20 |
品质的保证7.4 脉理
脉理
脉理指的是玻璃中与化学成分不同的部分,會呈现为线状甚至層狀。本公司使
用由点光源和镜片组成的脉理检查器,移动玻璃检查以便能够清楚看清已研
磨对面的玻璃内部的脉理。并与日本光学玻璃工业会指定的标准试样进行比
较检查,将产品分为如表12的等级。
表12
| 等级 |
脉理的程度 |
| 1 |
没有发现脉理现象 |
| 2 |
与标准试样B(很薄,色散的脉理肉眼仅能看到)同等程度的产品 |
| 3 |
与标准试样C(与研磨面相对稍微留有垂直方向和平行的脉理)同等程度的产品 |
品质的保证7.5 气泡·杂质
气泡·杂质
最理想的光学玻璃是无气泡,但一般情况下气泡多少都存在。玻璃含有的气泡
的程度根据玻璃的种类,在大小和数量上具有倾向性。为表示气泡的含有量,
计算出玻璃100cm
3中的断面面积,根据表13的等级加以分类。另外,结晶等杂
质与气泡作同样处理,需加算到气泡的断面面积的总和中。此外,此分类以气
泡、杂质直径或最大径为0.03mm以上的产品为对象。
表13
| 等级 |
1 |
2 |
3 |
4 |
5 |
| 100cm3气泡的断面面积的总和(mm2/100cm3) |
<0.03 |
≧0.03
<0.1 |
≧0.1
<0.25 |
≧0.25
<0.5 |
≧0.5 |
品质的保证7.6 着色度
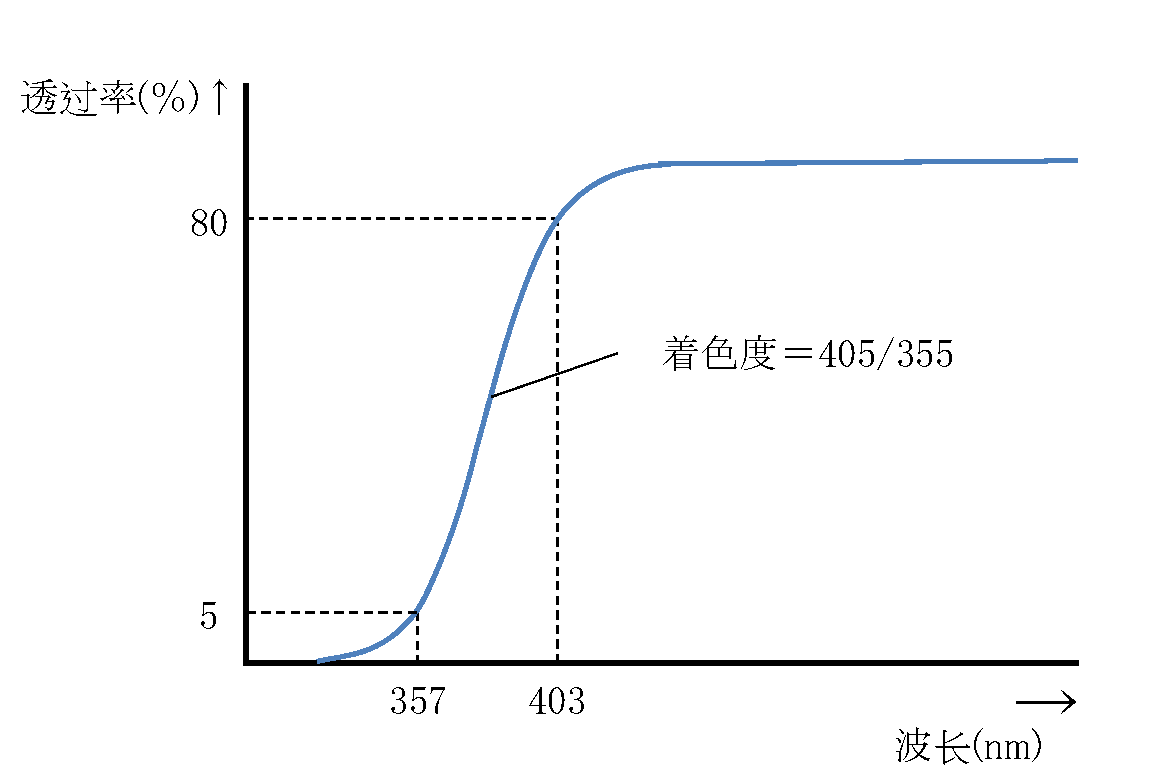
着色度
着色度随着每批次的熔解变动,通常为±10nm。如果客户有特别要求,本公司
可向客户提供测定熔解物成品的着色度或必要的波长范围的分光透过率。
品质的保证7.7 其他
其他
7.1~7.6以外的特性值记载着代表值,如有需要请另行通知。
并且下订单时,请务必确定规格后再下订单。

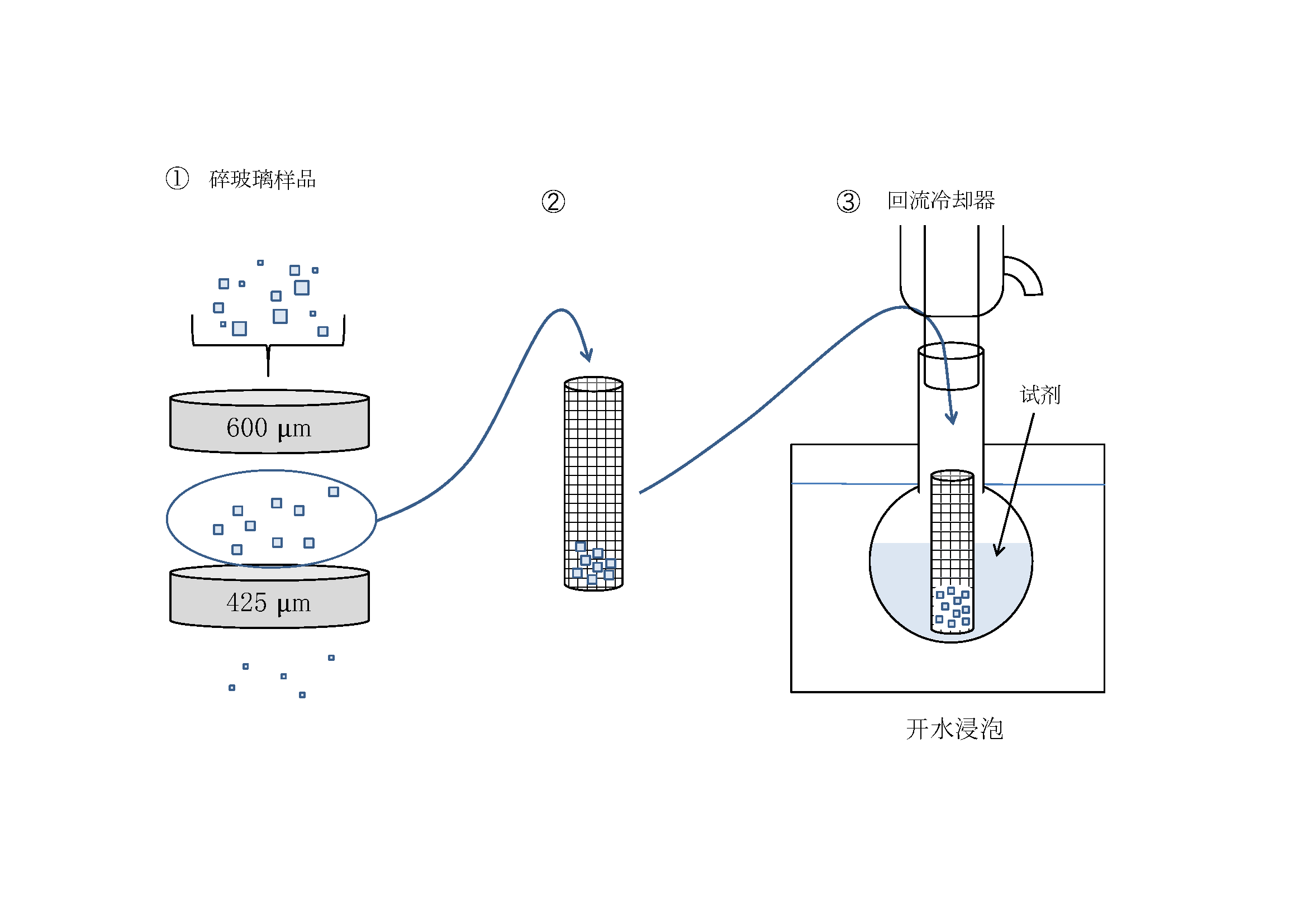
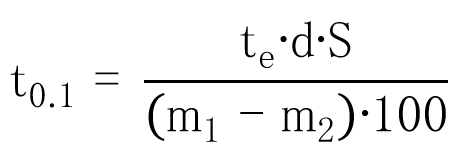
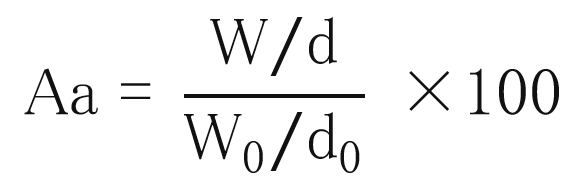
 在处理后,称量样品的减少质量,使用以下公式计算侵蚀厚度0.1μm的玻璃层所需要的时间(h)。
在处理后,称量样品的减少质量,使用以下公式计算侵蚀厚度0.1μm的玻璃层所需要的时间(h)。